
Resin Transfer Molding
Developments in materials, machine and tooling technologies have enabled the RTM process to become highly efficient for both small and large components and short or long production runs.
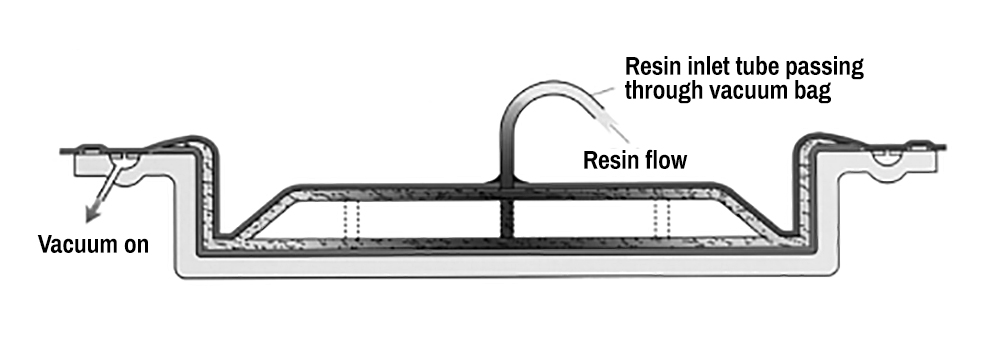
The basic RTM process involves pre-loading a mould cavity with dry, continuous reinforcement, closing the cavity and injecting a catalysed resin. Once the resin has wet-out the reinforcement and has cured sufficiently, the cavity is opened and the part removed. RTM tools can be manufactured from composites or, for maximum durability, from metals. The tools may operate at room temperature or incorporate a heating system for optimum production.
The RTM process is now widely accepted in the composites industry as an effective method of manufacturing parts ranging from aerospace applications through to land transport, marine and building and construction. For RTM it is vital that the gel and cure characteristics of a resin can be tailored to suit particular mould cycle times.
Small and compact table top unit Manual applications. Mainly for laboratory use, prototype assembly or small series production.
- Servo driven precision gear pumps
- PLC control
- Intuitive operator panel for easy programming
- Inlet / Outlet pressure control
- Pot life control
Conti-Flow Lab Benefits
- Robust 2K processing equipment for reliable operation in demanding R&D production enviroments
- Smart metering control
- Proven Precision
A compact and variable table-top unit for manual or automatic production processes.Servo driven precision gear pumps provided highest precision metering with low to medium viscous materials. Variable metering programs for optimized processes including inlet and outlet pressure control.
The ELDO-MIX 600 series is a solvent free gear metering and mixing system\ used to handle low to medium viscosity multi component media such as epoxy resins\ polyurethanes or silicones with a volumetric mixing ratio of between 100:100 and 100:2.Special configurations to process high viscosity media are also available. This system can be customized for individual customer needs and integrated without difficulty into automation cells.GP-301
Solvent free gear metering and mixing system used to handle low to medium viscosity multi component media such as epoxy resins polyurethanes or silicones.
The GP- 700 series is Kirkco's most advanced metering system for processing molding resin systems. Combine highly accurate metering pumps with extremely fast control engineering. The GP-700 series infusion resin system has a mix ratio monitoring and regulating control package to insure continuous and accurate metering ration accuracy of less than 1% deviation and the output rate during production can be modified in cc's / second steps.